")

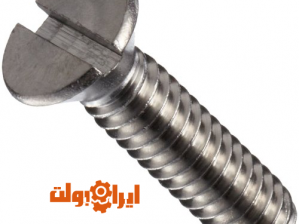
به منظور اتصال فلنجها و قطعات فلزی از یکی از انواع اتصالات پیچی به نام استاد بولت stud bolt استفاده میگردد . استاد بولت شامل یک پیچ تمام رزوه و دو عدد مهره است.استاد بولت به عنوان یکی از اتصالات اصلی و مادر در صنایع پتروشیمی شناخته میشود. این نوع از اتصالات در دو طرف خود دارای دنده بوده و قابلیت اتصال از هر دو طرف را دارا میباشند. ساختار تشکیل دهنده این پیچها غالباً از نوع فولاد است.البته در گریدهای مختلف استیل هم تولید میشوند.
فرایند تولید stud bolt با توجه به عملکرد حساسی که دارند(از نظر مقدار بار و دمای قابل تحمل )فرایندبه نسبت پیچیده دقیقی است .پوشش مورد استفاده در این پیچها از انواع مختلفی متشکل از تفلون و گالوانیزه تا فولاد ضد زنگ متفاوت است. طیف وسیعی از صنایع شامل صنایع ساختمان سازی، صنایع معدن و خطوط تولید ماشین آلات ,صنایع خودرو سازی، ,صنایع سیمان و آب و فاضلاب از استفاده کنندگان اصلی استاد بولت هستند.
گریدهای stud bolt شامل B16 – B8 – B7 میباشد.
استانداردهای معمول با بیشترین استفاده و حائز اهمیت در استاد بولت برای پیج استاندارد ASTM A 193 و برای مهره استاندارد ASTM A 194 میباشد . در استاندارد ASTM A 193 مواد اصلی تشکیل دهنده پیچ فولاد آلیاژی و فولاد ضد زنگ میباشد و در مواردی که خط لوله, شیر , فلنج و فیتینگ تحت فشار و دمای بالایی قرار دارند کاربرد دارند . همچنین طول استاد بولت بر مبنای استانداردی به نام ASMEB16.5 محاسبه میگردد .
استاد بولت B7
در این استاندارد, استاد بولت به همراه دو مهره سنگین مورد استفاده قرار میگیرد. این استاندارد را به نوعی میتوان پر استفاده ترین نوع استاد بولت نامید. این مهره میتواند تا دمای 260 سانتیگراد عملکرد مناسبی ارائه نماید از همین رو مناسبترین نوع استاد بولت به منظور استفاده در فلنچ های صنعتی و داکت های با دمای بالا است.
استاد بولت B8 استنس استیل
این استاندارد به منظور به کارگیری در محیط های دارای رطوبت و خورندگی بالا با رنج مقاومت حرارتی بین -200 تا 575 درجه سانتی گراد مناسب است. استاد بولت های B8 کلاس یک بین 8 الی 11 درصد از کروم تشکیل میشوند که همین مشخصه آنها را در قبال رطوبت و خوردگی مقاوم مینماید.
stud bolt B8m
تفاوت میان استاد بولت B8 و B8M در نوع اسنتلس استیل مورد استفاده در آن میباشد. در گرید B8 از استنلس استیل 304 استفاده میشود و در در گرید B8M از اسنس استیل 316 مورد استفاده قرار میگیرد که توسط آهن ربا جذب نخواهد شد و معروف به استنلس استیل نگیر است .
stud bolt داکرومات
استفاده از پوشش داکرومات در استادبولتها به دلایل متنوعی همچون مقاومت خوردگی بالا, عدم نیاز به اورسایزشدن در زمان اسمبل و در نتیجه کاربر پذیری مناسب, امری بسیار رایج است. لازم به ذکر است فرایند داکرومات کردن استند بولت ها در دمای حدود 270 درجه سانتی گراد انجام میشود.
استانداردهای stud bolt
| گرید مهره | گرید دنده | فلنچ | دمای طراحی |
|---|---|---|---|
| A194 Gr. 8A | A320 Gr. B8 Class 2 | ASTM A 182 Gr. F304, F304L, F316, F316L, F321, F347 | -195° to 102°C |
| A 194 Gr. 7 | A 320 Gr. L7 | ASTM A 350 Gr. LF3 | -101° to -47°C |
| A 194 Gr. 7 | A 320 Gr. L7 | ASTM A 350 Gr. LF2 | -46° to -30°C |
| A 194 Gr. 2H | A 193 Gr. B7 | ASTM A 105 | -29° to 427°C |
| A 194 Gr. 2H | A 193 Gr. B16 | ASTM A 182 Gr. F11, F22 | 428° to 537°C |
| A 194 Gr. 8A | A 193 Gr. B8 Class 1 | ASTM A182 Gr. F11, F22 | 538° to 648°C |
| A 194 Gr. 8A | A 193 Gr. B8 Class 1 | ASTM A182 Gr. F304 H, F316 H | 649° to 815°C |
نوع بار وارد بر stud bolt
تصور عمومی که در این زمینه وجود دارد این است که پس از اتصال فلنج ها توسط استاد بولت با قرار گیری لوله در محل تعیین شده بار وارد بر استاد بولت ثابت خواهد بود. ولی این تصور غلط است . دلیل اشتباه بودن این تصور نادرست, قطع و وصل شدن فشار سیال میباشد. دامنه نوسان فشار سیال میتوانده به اندازهای متغیر باشد که گاهی با ضربه و ایجاد صدا نیز همراه خواهد بود بنا براین در محاسبات بار وارد بر استاد بولت همواره ضریب امنیتی لحاظ میشود و بار از نوع دینامیک دسته بندی می شود.
محصولات مرتبط


پیچ



مهره


پیچ


پیچ